- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик

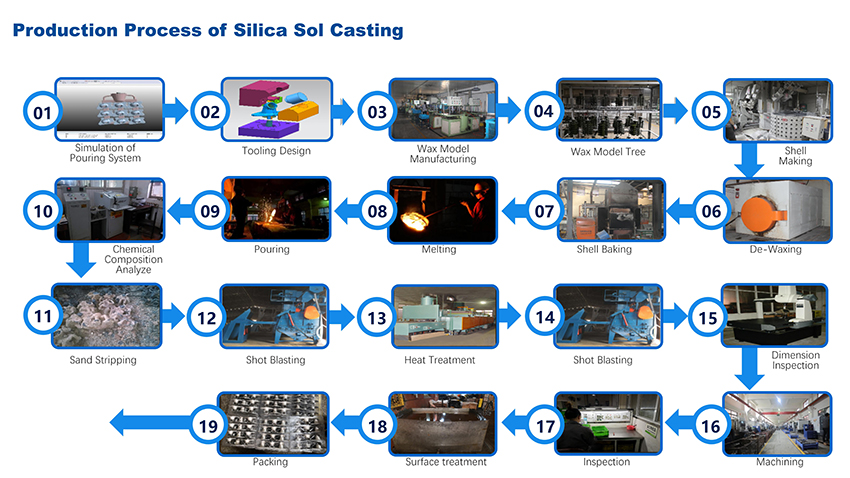
Этапы работы прецизионного литья силиказоля
Процесс работыпрецизионное литье из силиказолявводится следующим образом:
1. Проверьте, нормально ли работает оборудование и приборы контроля температуры.
2. Вылейте старую парафиновую жидкость, извлеченную из котла для депарафинизации, в резервуар фильтра и отфильтруйте; затем отправить в стоячее ведро 1 и дать постоять 6-8 часов при температуре ниже 90°С.
3. Отстояв и слив осажденную воду, вылейте восковую жидкость в ведро для удаления воды.
4. Перелейте восковую жидкость в ведро, держите ее в тепле при 110-120°С и перемешивайте, чтобы выпарить оставшуюся воду до тех пор, пока на поверхности восковой жидкости не перестанет образовываться пена.
5. Отфильтруйте восковую жидкость после удаления воды через сетку <60 меш, затем поместите ее в статическую бочку II с температурой <90°C и держите в тепле более 12 часов.
6. Остатки воды и грязи на дне каждого ведра для удаления воды и стоячего ведра следует регулярно сливать.
7. Отправьте переработанную восковую жидкость, обработанную в статической бочке II, в изоляционный цилиндр машины для прессования воска для трубок материала, которая будет использоваться в качестве основной трубки продукта (канала).
8. В зависимости от характеристик старого воскового материала и ситуации с потреблением воска, в статическую бочку II время от времени добавляется новый воск для получения высококачественного железнодорожного литья, обычно около 3–5%.
Размер прецизионного литья из кремнезоля не очень велик, и требования к точности не очень высоки. Однако алюминиевая рама из олова-висмута может использоваться в качестве формы во время использования, и вес этой формы относительно велик. Основная причина в том, что он содержит висмут. .
Время изготовления сложной формы для прецизионного литья из кремнезоля сокращается, что в определенной степени экономит производственные затраты. В сложных тонкостенных отливках для эффективного улучшения воздухопроницаемости оболочки изделия по возможности можно устанавливать вентиляционные отверстия.
Обработка литья из кремнезоляможно разумно установить систему разливки, которая может в определенной степени эффективно предотвращать захват разливаемого воздуха, что более способствует выпуску воздуха в полость формы. Температуру заливки можно соответствующим образом повысить в процессе производства, чтобы минимизировать размер заливочной упаковки. Расстояние между насадкой и разливочным стаканом.